
The Future of Hydraulic Press Production
Automation, IoT and Customs Designs: Few tools have shaped industrial manufacturing as much as the hydraulic press – a technology …
May 26, 2026
READ MORE
Williams, White & Company | Engineering Insights
The aerospace industry has long understood that the future of structural lightweighting lives in composites. As programs push toward higher production rates and tighter lead times, a clear distinction is emerging between manufacturers who treat thermoplastic composite stamping as a press operation, and those who treat it as an integrated system. At Williams, White & Co, we sit firmly in the second camp.
For large aerospace structural parts (floor beams, frames, brackets, and skin panels) hydraulic stamping presses offer a compelling combination of high forming force, precise stroke control, and programmable pressure profiles. A properly configured hydraulic press delivers the controlled, sustained tonnage that thermoplastic composites demand: enough force to fully consolidate fiber architecture against complex tooling geometry while maintaining the speed window that keeps the matrix above its processing temperature.
But the press is only one node in a much larger system. Specifying a hydraulic press without designing around it, upstream, downstream, and laterally, is one of the most common and costly mistakes programs make. Platen stiffness and parallelism, closing speed programmability, force profile control, and cycle sequencing are not convenience features; they are process variables. We build the press specification from part requirements backward, not from a catalog forward.
The press is the anchor. The system is what delivers parts.
What makes thermoplastic composite stamping succeed at the program level is the quality of collaboration between the engineers who own different pieces of the system. The design trade-space is highly coupled, a change in part geometry affects tooling, which affects thermal management, which affects cycle time, which may loop back to part geometry. Managing that coupling requires an integrated team, not suppliers working in sequence.
At Williams, White & Co, that collaboration is structured and deliberate across five subsystems where the stakes are highest.
For large aerospace parts, tooling must be actively temperature-conditioned, pre-heating the die surface, managing heat extraction during consolidation, or both. TCU specification cannot happen after tooling design is complete; it has to happen during tooling design.
Our engineers engage TCU vendors early, working through channel routing geometry, fluid flow rates relative to thermal mass, ramp rate requirements, and how TCU control logic interacts with the press cycle. The customer's process engineers set the requirements, target die surface temperature, allowable gradient across the part footprint, cooling rate constraints, and Williams, White & Co bridges between what the material demands, what the tooling geometry permits, and what the TCU hardware can actually deliver. Those three envelopes have to overlap before anyone places a purchase order.
The pre-heat oven is where a thermoplastic blank transitions from room-temperature laminate to a formable melt-state workpiece. Getting that transition right, uniformly, repeatably, within a narrow processing window, is one of the most underestimated challenges in the cell.
Processing windows for aerospace-grade thermoplastic systems like PEEK, PEKK, and LM-PAEK are well-characterized in coupon data, but that data must be mapped to the actual blank geometry and oven configuration. We build thermal models that account for the specific laminate stack, then facilitate working sessions between the customer's materials engineers and the oven vendor's application engineers, ensuring qualification data and equipment capability are aligned before commissioning, not discovered to be mismatched during it.
The window between when a blank exits the oven and when the press closes is measured in seconds, and every second has a thermal cost. Material handling is almost always underspecified relative to how much it affects part quality.
A large aerospace stamping cell involves multiple parties with distinct domains: gripper designers, robot or gantry integrators, cell layout engineers, and controls engineers. None can do their work optimally without understanding the requirements of the others. Williams, White & Co leads this integration, defining gripper contact geometry that minimizes local heat extraction, establishing transfer path envelopes that minimize exposure time, and ensuring compatibility with the customer's blank staging and tracking workflow. Programs with multiple part numbers or varying blank sizes require that handling flexibility be designed in from the start, not retrofitted later.
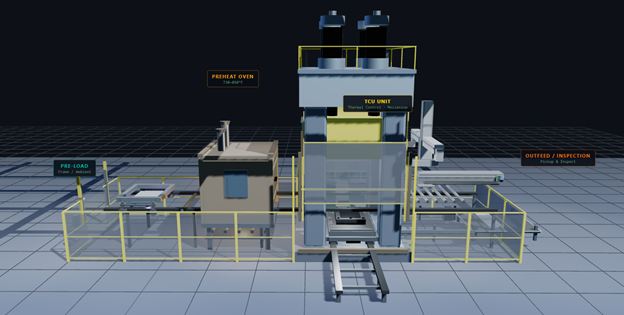
Cell layout and controls are where all of the upstream collaboration either compounds into a coherent system or fractures into equipment that interferes with itself. We facilitate layout reviews using 3D cell models reflecting actual equipment geometries, press footprint, oven throat, robot reach envelopes, maintenance access, so interference issues are found on screen rather than on the floor.
Controls integration goes deeper. A thermoplastic composite stamping cell must treat the press, TCUs, oven, and handling system as a single coordinated process. The press PLC handshakes with the oven to confirm blank readiness before transfer initiates. The handling sequence interlocks against both the oven door and press open confirmation. The TCU logs temperature data synchronized with press position so any consolidation anomaly can be traced to a specific thermal condition. We work with each vendor's controls team to define interface requirements, signal types, timing tolerances, interlock logic, before any software is written, because that logic reflects real consequences for part quality if the sequence is violated.
Data Acquisition is designed alongside controls, not bolted on afterward, and this is where programs that intend to transition from R&D to LRIP or production either set themselves up for success or create significant rework. The key question is one that sounds simple but rarely is: what decisions will this data need to support? In R&D, the answer is broad. In production, it must be precise, every sensor and signal carries an ongoing cost in calibration, storage, and maintenance.
A production-ready DAQ architecture captures the variables that most directly predict part quality: blank surface temperature at transfer, die surface temperature correlated to part geometry, press position and force throughout the stroke, consolidation dwell pressure, and part extraction temperature, logged synchronously on a per-cycle basis with a unique part identifier. That record drives statistical process control, nonconformance investigation, and certification. For aerospace programs operating under AS9100 or NADCAP requirements, demonstrating per-cycle conformance to the qualified process envelope is not optional reporting, it is a quality record.
The programs that transition to LRIP smoothly are the ones that treated R&D DAQ as a production prototype from the first cycle: same process variables, same part identifiers, same historian-compatible format. When that discipline is in place, the data generated in development becomes the foundation of the production process specification, not a pile of files on a development engineer's hard drive.
When Williams, White & Co talks about collaboration, we are describing a specific engineering practice: joint working sessions across customer, Williams, White & Co and vendor engineering teams; shared thermal and kinematic models that all parties contribute to; interface control documents that formalize subsystem handoffs before hardware is designed; and a DAQ architecture specified for production from the first development cycle.
The programs that struggle are the ones where each vendor received a specification in isolation, integration happened on paper, and data collection was something to figure out later. The programs that succeed are designed as systems, with the people who understand each piece actively engaged in decisions that affect every other piece.
That is the model Williams, White & Co brings to every large aerospace thermoplastic composite stamping program. The hydraulic press is the anchor. The collaboration, and the data architecture that makes it durable, is what produces aerospace-grade parts, repeatably, from day one of production.

